- 3135
- 产品价格:45000.00 元/套 起
- 发货地址:浙江杭州富阳区 包装说明:不限
- 产品数量:9999.00 套产品规格:不限
- 信息编号:95763113公司编号:13518644
- 凌先生 经理 微信 15268109772
- 进入店铺 在线留言 QQ咨询 在线询价
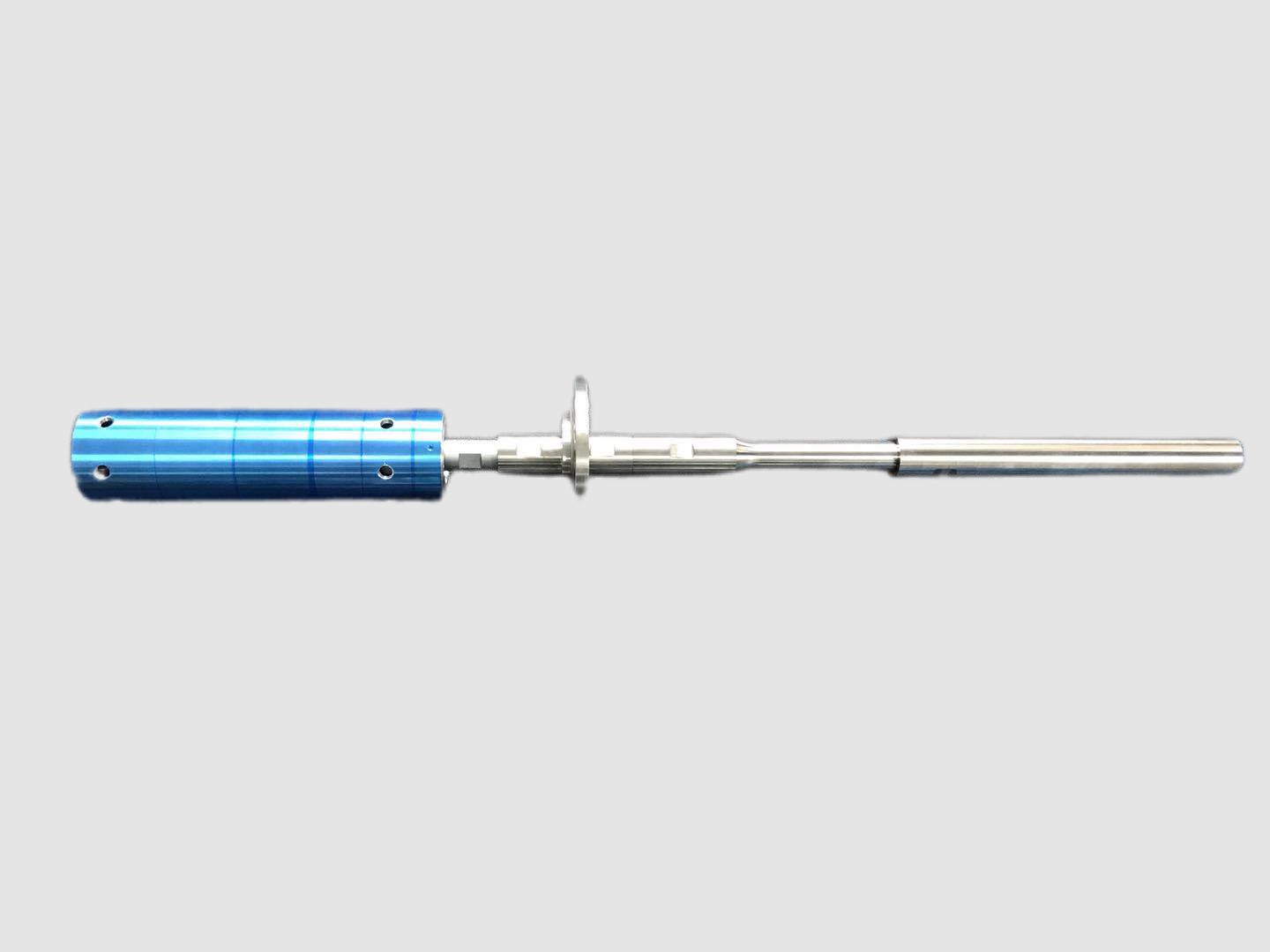
大功率超声波铣削设备报价
- 相关产品:
大功率超声波铣削设备报价
超声波铣削设备的工作原理
超声振动切削从微观上看是一种脉冲切削。在一个振动周期中,的有效切削时间很短,大于80%时间的里与工件、切屑完全分离。与工件、切屑断续接触,这就使得所受到的摩擦变小,所产生的热量大大减少,切削力显着下降,避免了普通切削时的让刀现象,并且不产生积屑瘤。利用这种振动切削,在普通机床上就可以进行精密加工,圆度、圆柱度、平面度、平行度、直线度等形位公差主要取决于机床主轴及导轨精度,高可达到接近**,使以车代磨、以钻代铰、以铣代磨成为可能。与高速硬切削相比,不需要高的机床刚性,并且不破坏工件表面金相组织。在曲线轮廓零件的精加工中,可以借助数控车床、加工中心等进行仿形加工,可以节约高昂的数控磨床购置费用。
**音波铣削装置的性能简介:
1切削力小,约为普通切削力的1/3-1/10。
2加工精度高,主要取决于所用机床精度,所加工工件形位公差几乎可接近机床相关精度。
3切削温度低,工件保持室温状态。
4不产生积屑瘤,工件变形小,没有毛刺。

超声波加工设备参数:
频率:20khz 参数:BT30
装夹:ER16 转速3000以内
功率:500W
超声加工是利用超声频作小振幅振动的工具,并通过它与工件之间游离于液体中的磨料对被加工表面的捶击作用,使工件材料表面逐步破碎的特种加工。超声加工常用于穿孔、切割、焊接、套料和抛光。
1.可加工高硬高脆性材料如硬质合金、钛合金、淬硬钢、金刚石、石英以及钨、硅、光学玻璃等。
2.适合深小孔、薄壁件、细长杆、低刚度和形状复杂、要求较高零件的加工;
3.适合高精度、低表面粗糙度等精密零件的精密加工,尺寸精度可达0.03mm以内,表面粗糙度Ra值为0.05~0.8,被加工表面无残余应力、烧伤等现象。
超声加工主要用于各种硬脆材料,如玻璃、石英、陶瓷、硅、锗、铁氧体、宝石和玉器等的打孔(包括圆孔、异形孔和弯曲孔等)、切割、开槽、套料、雕刻、成批小型零件去毛刺、模具表面抛光和砂轮修整等方面。
超声加工机一般由由电源(即超声发生器)、振动系统(包括超声换能器和变幅杆)和机床本体三部分组成。








{kind=link}